本文最后更新于155 天前,其中的信息可能已经过时,如有错误请发送邮件到moping1019@foxmail.com
在制造业的宏大版图中,模具被誉为“工业之母”。然而,这颗心脏往往处于“黑盒”状态:它在哪里?还能用多久?上次为什么坏了?如果这些问题无法得到实时、准确的回答,那么生产计划就是“盲人摸象”,产品质量就是“听天由命”。
MES(制造执行系统)中的模具管理模块,正是为了解决这些痛点而生。它的核心使命是:将模具从单纯的“生产工具”转化为可量化、可预测、可追溯的“核心资产”。
本文将深入探讨MES中模具管理的业务逻辑、技术实现及其如何通过数据驱动生产。
一、 核心痛点与价值重构
在数字化之前,模具管理常面临四大灵魂拷问:
- “模具去哪儿了?” —— 位置不明,找模具的时间比换模时间还长。
- “这模具还能用吗?” —— 状态未知,全凭老师傅的经验和运气。
- “上次修了哪里?” —— 历史缺失,同样的故障反复修,反复犯。
- “为什么老是出故障?” —— 数据孤立,无法进行根本原因分析。
通过MES系统实现数字化管理后,我们能获得以下核心价值:
- 透明化: 实时掌握模具位置与状态,消灭“失踪人口”。
- 预防性: 从“救火式”维修转向“预测性”保养,减少突发停机。
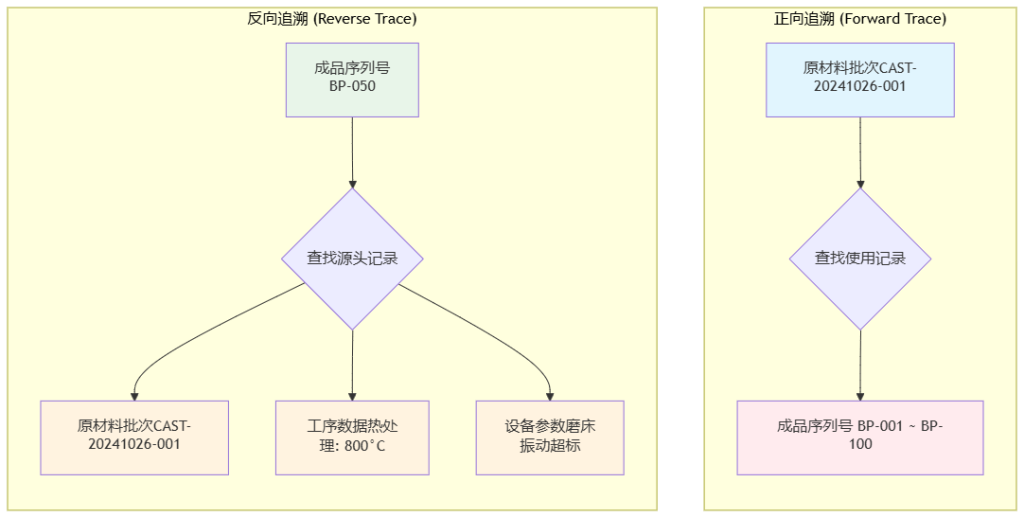
- 可追溯: 建立完整的“病历本”,为工艺优化提供数据支撑。
- 精细化: 精确核算模具摊销成本,优化采购与报废决策。
二、 核心业务流程:模具的“全生命周期”管理
模具管理的本质是对其生命周期的精细化监控,我们可以将其概括为 “生、老、病、死” 四个阶段。
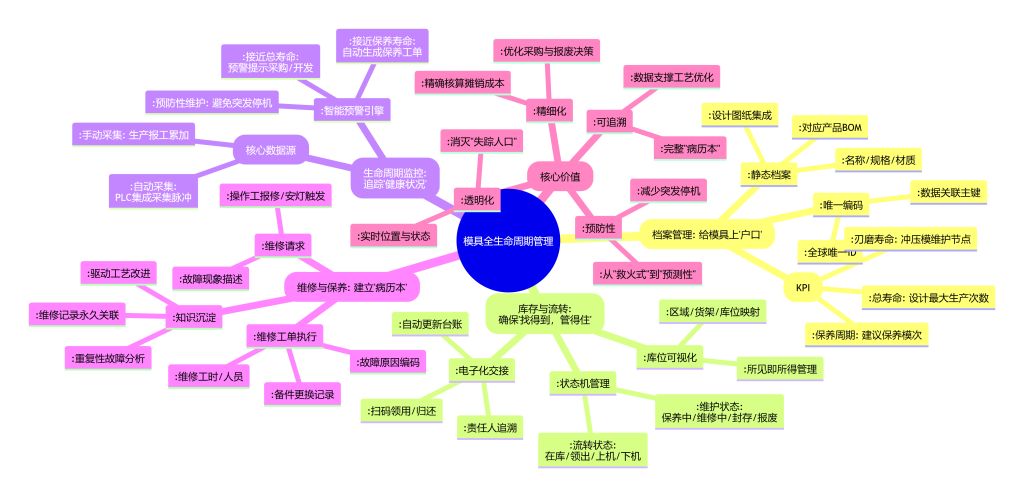
1. 档案管理:给模具上“户口”
这是数字化管理的基石。我们需要为每一套模具建立唯一的“数字身份证”。
- 唯一编码: 赋予全球唯一的ID(如
MOLD-AUTO-2023-001),作为数据关联的主键。 - 静态档案: 记录模具的名称、规格、对应的产品BOM、模穴数、材质、重量、设计图纸(CAD/PDF集成)等。
- 关键寿命指标(KPI设定):
- 总寿命: 设计最大生产次数(如100万次)。
- 保养周期: 建议保养模次(如每5万次)。
- 刃磨寿命: 针对冲压模的特定维护节点。
2. 库存与流转:确保“找得到,管得住”
管理模具的物理移动和状态切换。
- 库位可视化: 将模具库划分为具体的区域、货架和库位,并在MES中建立映射关系,实现“所见即所得”。
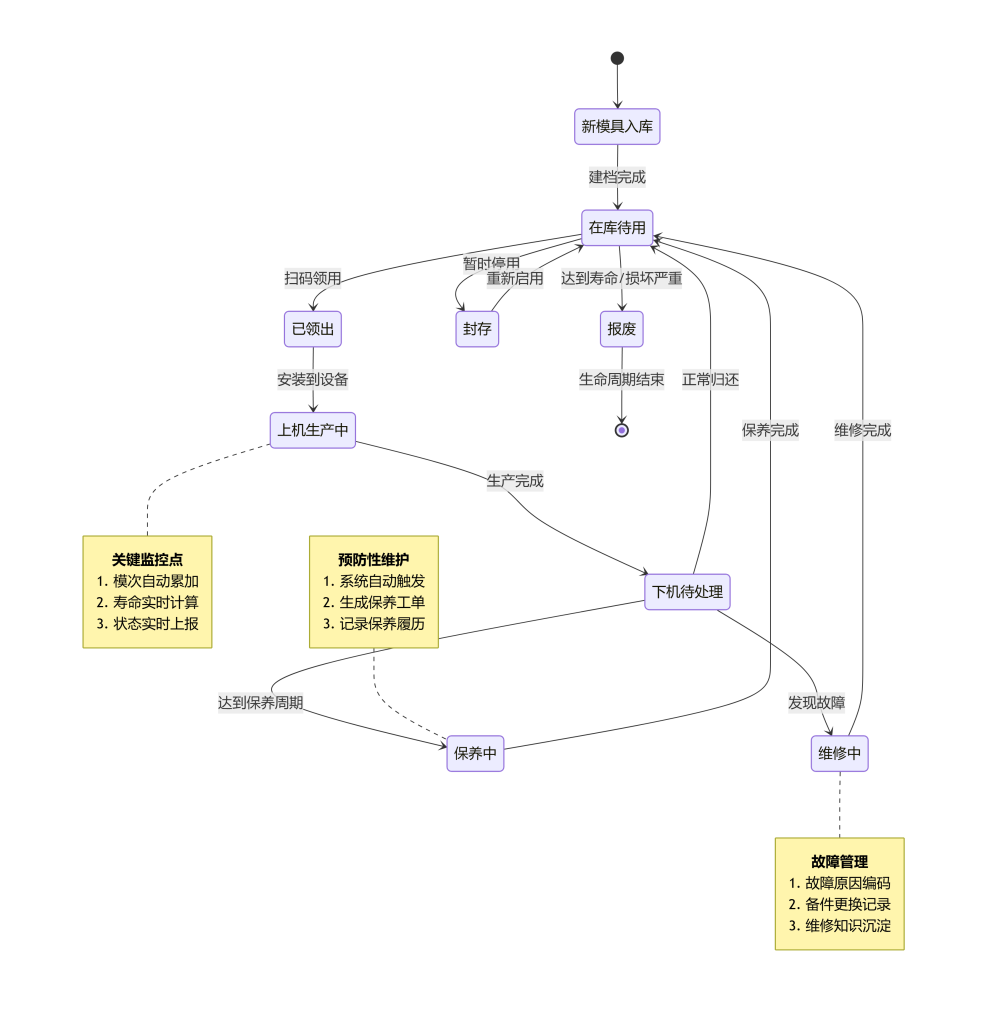
- 状态机管理: 模具在不同状态间流转,系统自动控制业务逻辑:
- 流转状态:
在库领出上机(生产中)下机 - 维护状态:
保养中、维修中、封存、报废 - 电子化交接: 通过PDA或PC端扫码办理领用、归还手续,自动更新库存台账和责任人。
3. 生命周期监控:追踪“健康状况”
这是MES区别于传统台账的核心,也是连接物理世界与数字世界的桥梁。
- 模次计数(核心数据源):
- 自动采集: 通过与注塑机、冲床的PLC集成,实时读取生产脉冲信号。
- 手动/报工采集: 在无法自动采集的场景下,通过生产报工手动录入产量,并累加至模具寿命。
- 智能预警引擎:
- 当模具使用次数接近保养寿命时,系统自动生成保养工单,并锁定生产权限(防止漏保)。
- 当模具接近总寿命时,系统预警,提示采购或开发新模具。
4. 维修与保养:建立“病历本”
- 维修请求: 操作工发现异常,通过MES终端或集成安灯系统发起报修,描述故障现象。
- 维修工单执行: 维修人员接单,记录故障原因(分类编码)、更换的备件、维修工时、维修人员。
- 知识沉淀: 所有的维修记录、保养记录、更换履历都永久关联在模具档案下。这不仅是为了追溯,更是为了分析“重复性故障”,驱动工艺改进。
三、 MES系统的技术实现架构
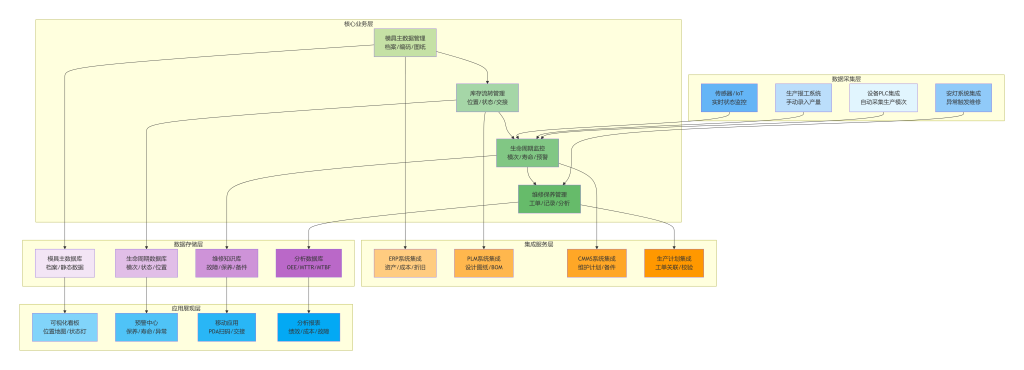
作为开发者或实施顾问,构建一个健壮的模具管理模块需要关注以下技术点:
- 模具主数据管理(MDM):
- 设计合理的数据库表结构,支持模具层级关系(总成与零部件)的管理。
- 支持附件管理,关联CAD图纸、SOP作业指导书。
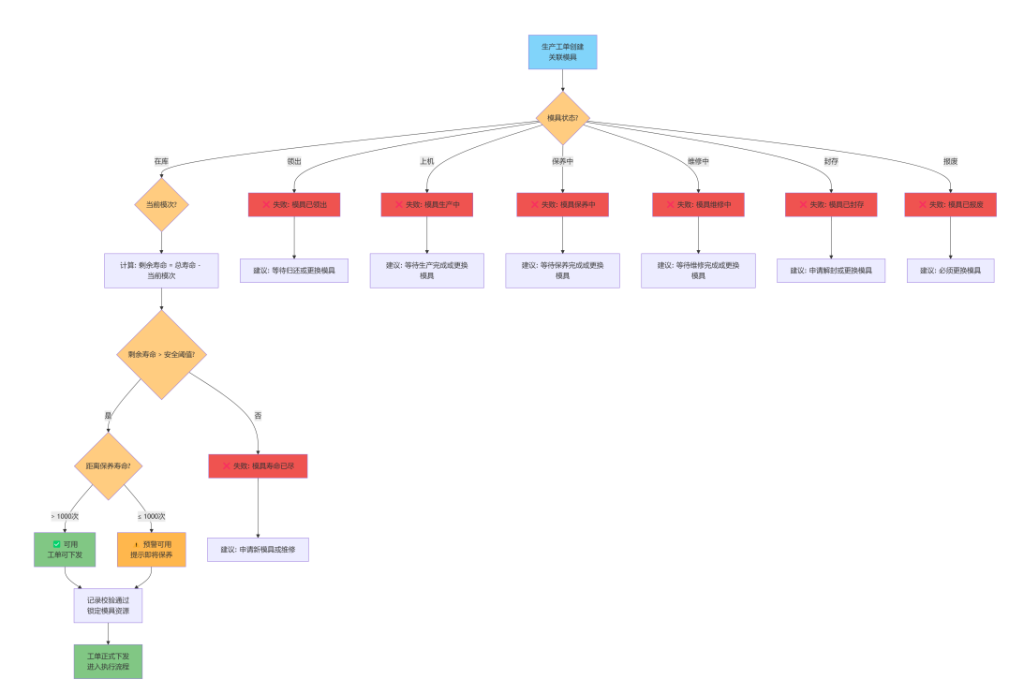
- 与生产工单的强关联:
- 在创建生产工单时,必须强制关联模具。
- 可用性检查(ATP): 系统自动校验:该模具是否在库?是否处于维修状态?寿命是否耗尽?如果条件不满足,工单无法下发,防止“人等模具”或“模具带病上岗”。
- 看板与预警中心:
- 地图式看板: 可视化展示模具库的货架占用情况。
- 状态看板: 用红、黄、绿灯展示模具实时状态。
- 预警中心: 集中展示即将到期需保养的模具、超期未归还的模具。
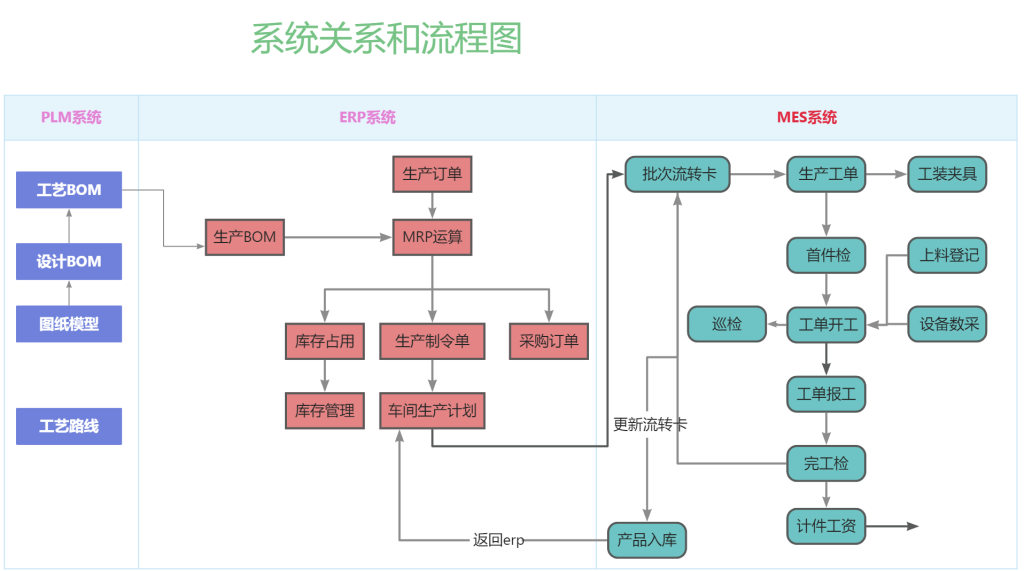
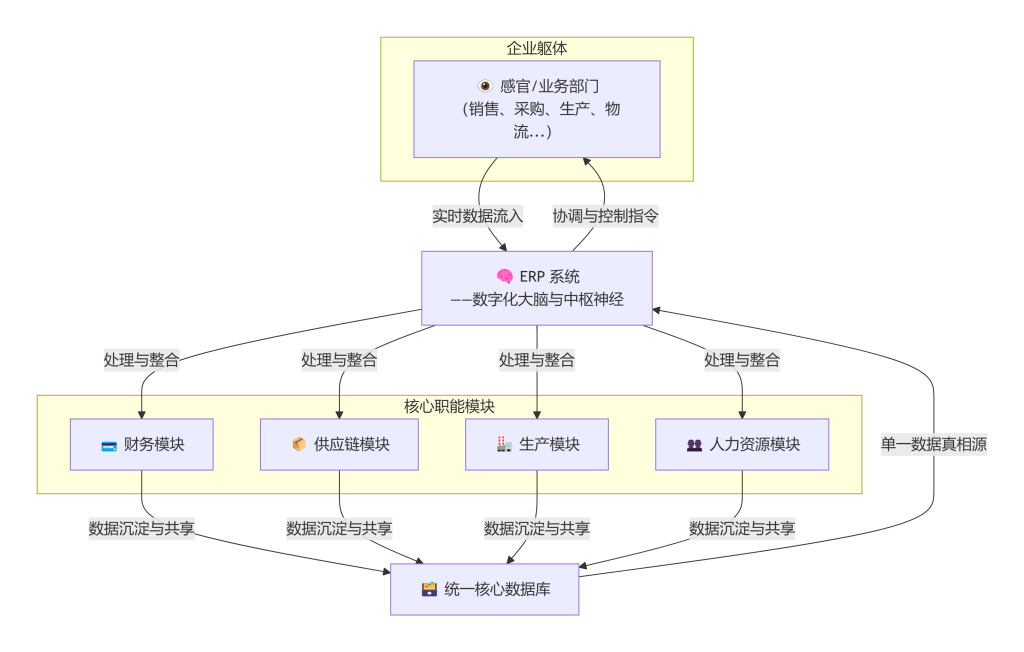
- 深度集成能力:
- 与设备层(PLC/SCADA)集成: 获取真实的生产模次数据。
- 与安灯(Andon)集成: 实现“异常发生 -> 触发报修 -> 记录停机时间”的闭环。
- 与ERP集成: 同步模具资产信息,回传模具维修成本、折旧数据。
- 报表与分析(BI):
- 模具OEE(综合效率): 分析模具的利用率、表现性、良品率。
- MTTR/MTBF: 计算平均修复时间与平均无故障时间,评估模具的可靠性。
- TOP N 故障分析: 生成帕累托图,找出导致停机最多的几套模具或故障类型。

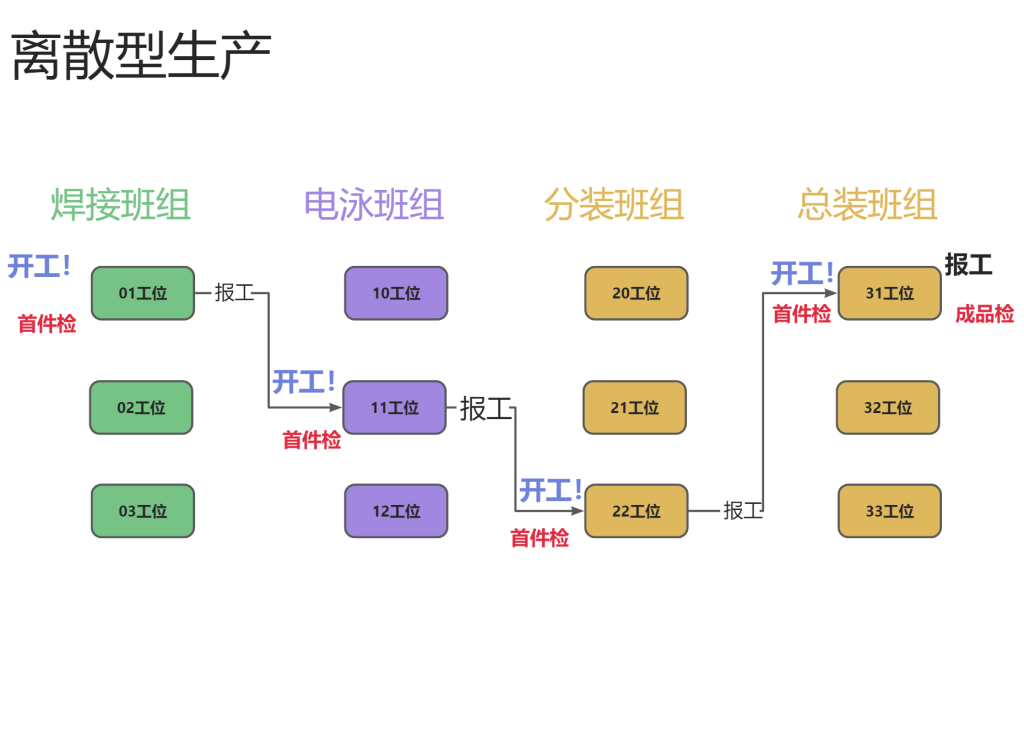
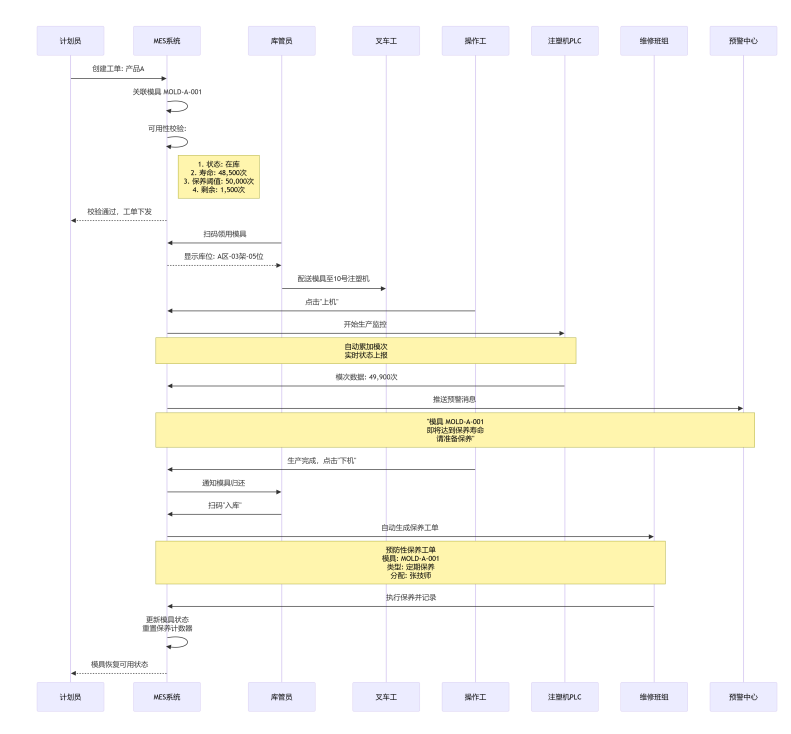
四、 场景实战:注塑车间的智能流转
让我们通过一个具体的场景,看MES如何赋能生产:
- 计划排程: 计划员在MES中为“产品A”创建工单,并关联模具
MOLD-A-001。 - 可用性校验: MES系统自动检查:
- 状态:
在库 - 寿命:当前48,500次,保养阈值50,000次,剩余可用1,500次
- 结论:可用,工单下发。
- 领用与配送: 库管员在系统中确认“领出”,叉车工根据系统指引将模具送至10号注塑机。
- 上机生产: 操作工在终端点击“上机”,模具状态变为
生产中。MES开始通过设备接口自动累加模次。 - 预防性干预: 当生产到49,900次时,系统自动向维修班组推送一条消息:“模具
MOLD-A-001即将达到保养寿命,请准备保养。” - 工单结束: 生产完成后,操作工点击“下机”。模具送回仓库,库管员扫码“入库”,状态恢复为
在库。 - 自动闭环: 由于该模具已达到保养阈值,系统在模具入库的同时,自动生成一张“预防性保养工单”,并分配给指定的模具维修技师。
五、 总结
MES系统中的模具管理,绝不仅仅是把Excel表格搬到了线上。它是通过 “一码到底” 的原则,将模具的物理状态、位置信息、生产数据与维护活动无缝串联。
通过这套系统,我们将模具从一个“沉默的钢铁实体”,转变为一个拥有数字灵魂的智能资产。它会主动告诉我们它累了(需要保养),它病了(需要维修),甚至它老了(需要退休)。
这不仅是管理效率的提升,更是制造业从“经验驱动”迈向“数据驱动”的必然选择。