在智能制造的版图中,质量从来不是生产完成后的“事后诸葛亮”,而是贯穿全流程的“隐形守护者”。作为MES(制造执行系统)的核心模块,质量检验模块承担着为产品把关、为工艺诊断、为决策提供依据的重任。
本文将深入剖析MES中质量检验的业务逻辑、技术实现及其如何通过与安灯、SPC等系统的联动,构建起一套敏捷、闭环的数字化质量管理体系。
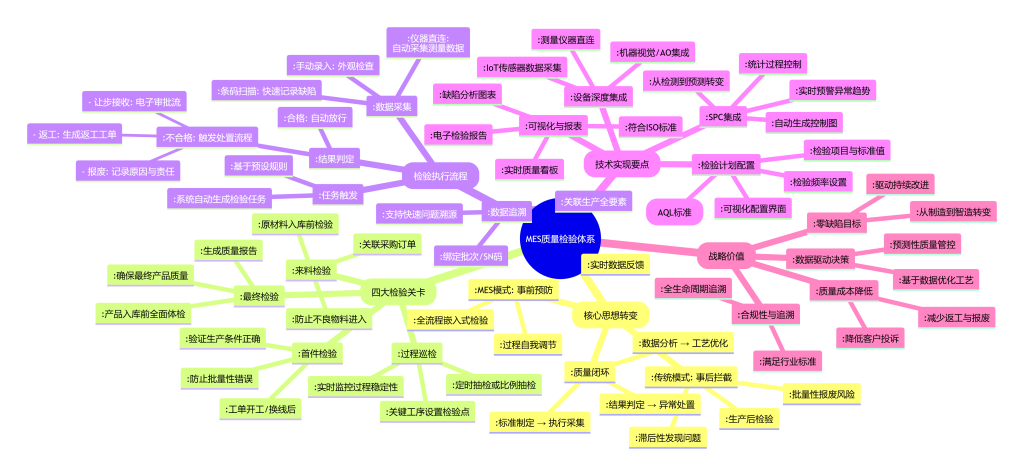
一、 核心思想:从“事后拦截”到“事前预防”
MES中质量检验的核心思想可以概括为一句话:在正确的节点,按照正确的标准,采集正确的数据,并立即反馈以指导生产。
它打破了传统纸质检验的滞后性,实现了质量管理的全闭环:
标准制定 → 执行采集 → 结果判定 → 异常处置 → 数据分析 → 工艺优化
这一过程不仅仅是记录数据,更是通过数据的实时流动,赋予生产线自我感知和自我调节的能力。
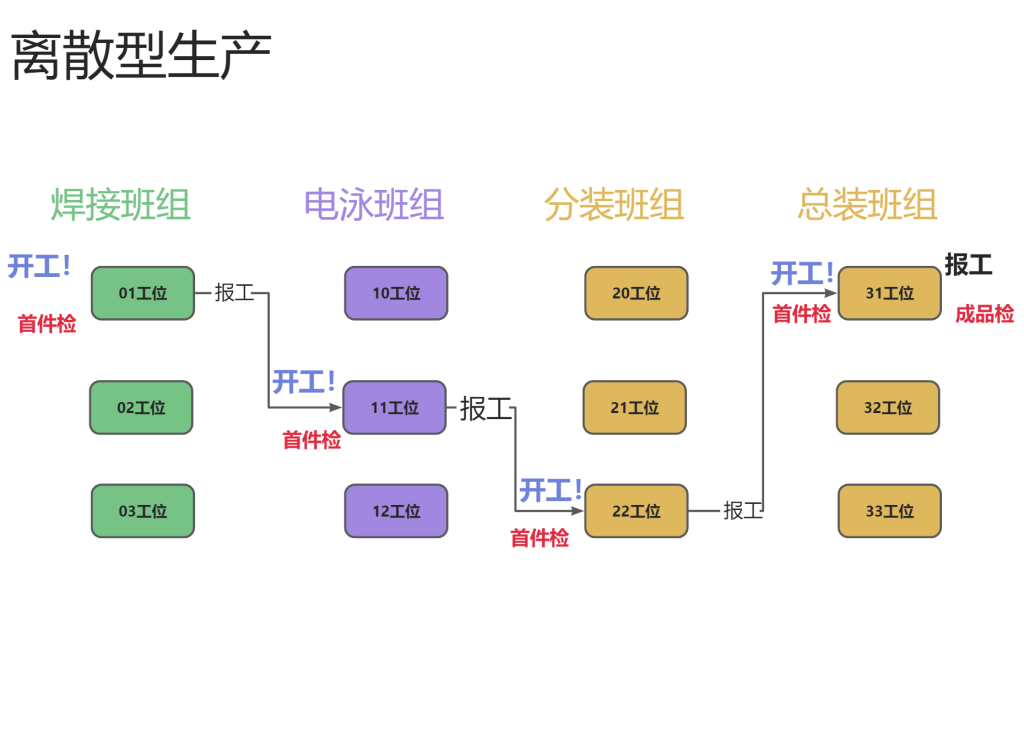
二、 业务流程:嵌入生产血脉的四大关卡
在MES系统中,质量检验并非孤立存在,而是深度嵌入生产流程的关键节点,形成一道道“防火墙”。
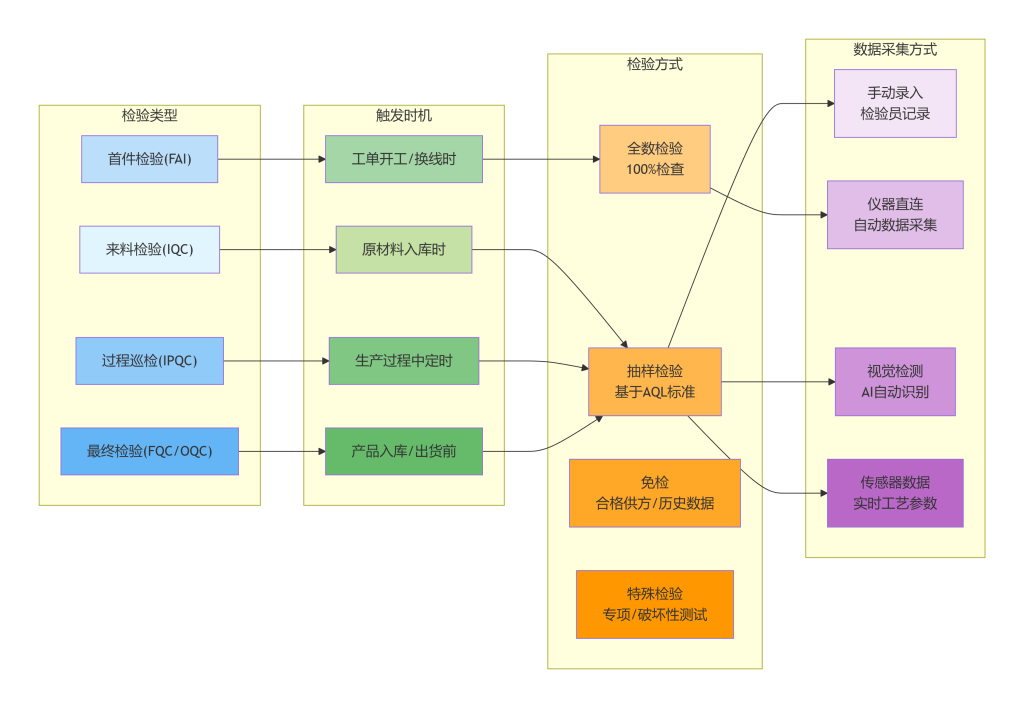
️ 1. 检验任务的触发(源头)
系统根据预设规则,自动在以下节点生成检验任务:
- 来料检验: 原材料入库前,关联采购订单生成任务。
- 首件检验: 工单开工或换线换模后,对前几件产品进行严格核对,确保生产条件正确,防止批量性错误。
- 过程巡检: 在关键工序设置检验点,可以是定时抽检或按比例抽检。
- 最终检验: 产品入库前的全面体检。
2. 检验执行与数据采集(感知)
检验员通过MES终端(PC、PDA、工控屏)接收任务。系统会自动展示:
- 检验标准: 需检特性(尺寸、外观、性能)。
- 公差范围: 合格/不合格的判定边界。
- 检验方法: 推荐的测量工具与方法。
数据采集方式灵活多样:
- 手动录入: 适用于外观检查或简单数值录入。
- 仪器直连: 通过蓝牙或串口,将卡尺、千分尺、光谱仪等测量仪器的数据自动采集,杜绝人为误差。
- 条码/缺陷代码: 扫描条码快速记录缺陷类型。
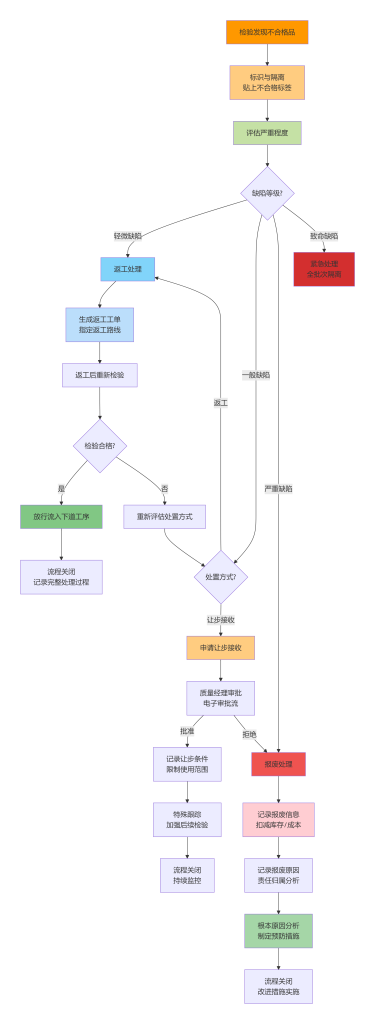
️ 3. 结果判定与处置(决策)
系统根据预设规则进行实时判定:
- 合格: 系统自动放行,产品流入下道工序或入库。
- 不合格: 系统立即触发不合格品处理流程,并根据严重程度提供处置选项:
- 返工: 系统生成返工工单,指定返工路线。
- 报废: 记录报废数量、原因及责任归属,自动扣减库存。
- 让步接收: 触发电子审批流,需质量经理或更高权限审批方可流转。
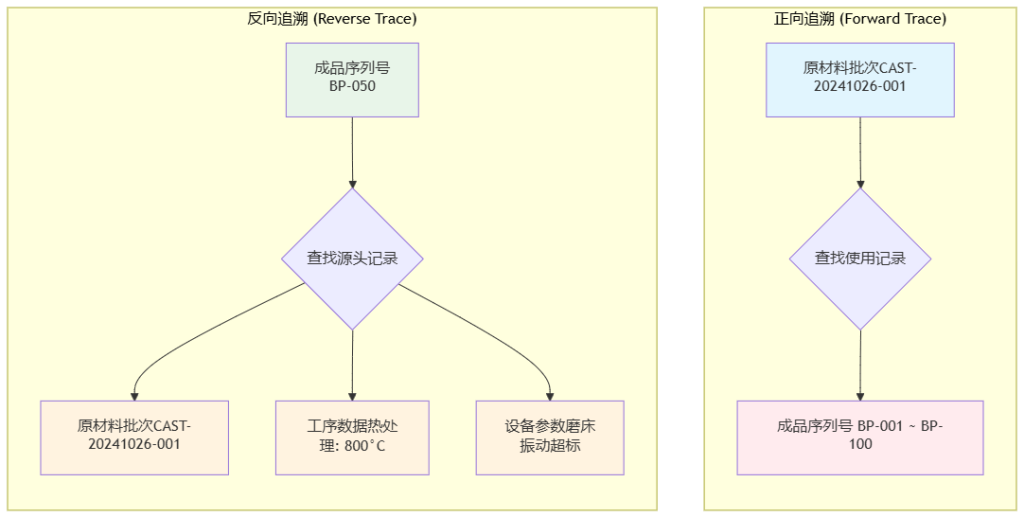
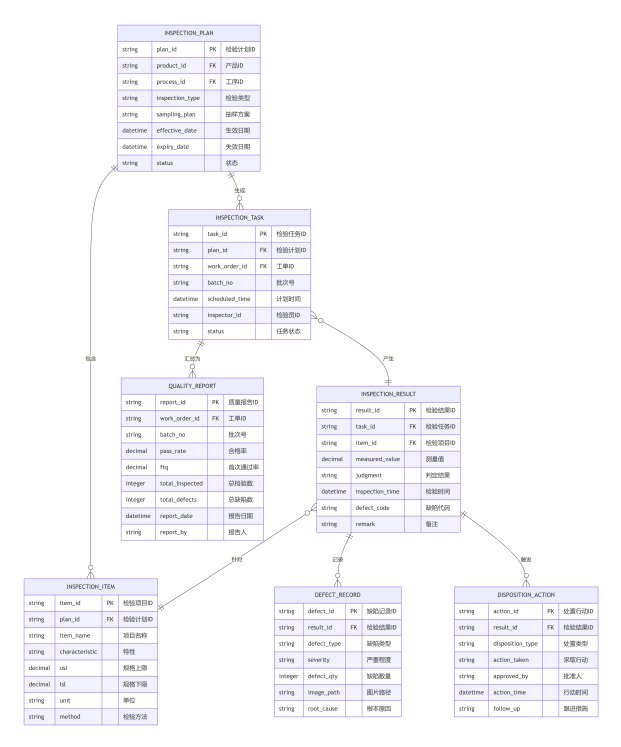
4. 数据追溯与分析(记忆)
所有检验数据均与具体的生产批次/SN码、工单号、工序、设备参数、操作员进行绑定。一旦发生客诉或需要复盘,可以瞬间还原该产品的“出生证明”和“体检报告”。
️ 三、 技术实现:打造智能质量“大脑”
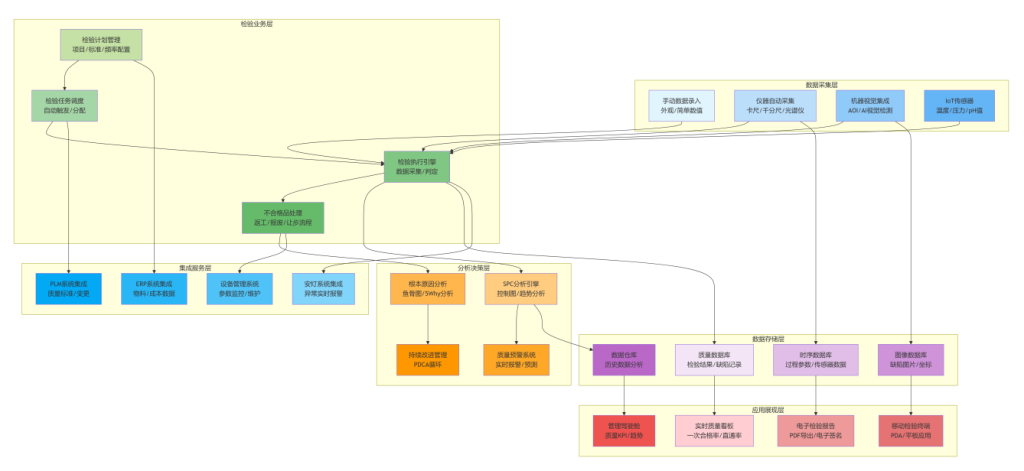
作为开发者或系统设计者,在构建MES质量模块时,需要重点关注以下几个技术维度:
️ 1. 灵活的检验计划配置
不同产品、不同工艺路线的检验要求千差万别。系统需要提供可视化的配置界面,让质量工程师能够轻松定义:
- 检验项目与标准值
- 抽样方案(如基于AQL的抽样标准)
- 检验频率(首件、巡检间隔)
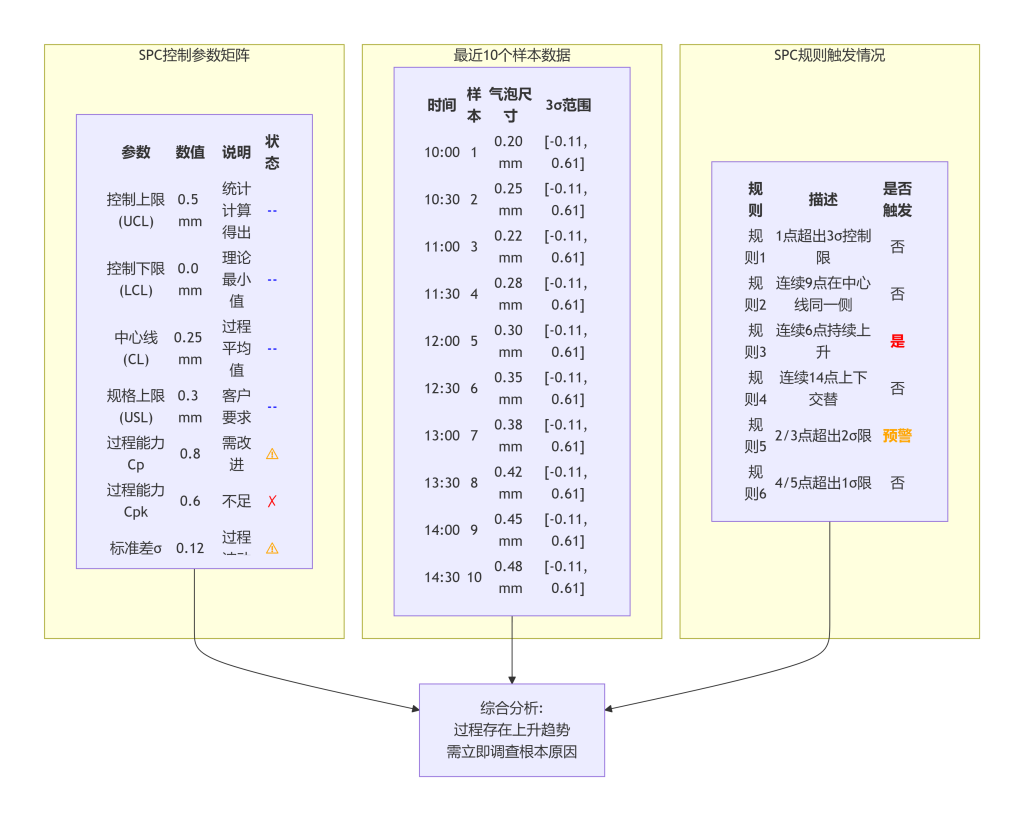
2. SPC(统计过程控制)集成
这是质量模块的“大脑”。系统需对采集到的计量型数据(如尺寸、重量)进行实时SPC分析:
- 自动生成控制图(Xbar-R图、I-MR图等)。
- 自动预警: 当数据点超出控制限或呈现异常趋势(如连续6点上升)时,系统自动报警。这实现了从“事后挑出坏品”到“事前预测并阻止坏品产生”的转变。
3. 深度设备集成
- 机器视觉/AI质检集成: 对于外观缺陷检测(如划痕、脏污),MES需能接收AOI(自动光学检测)或AI视觉系统的判定结果(OK/NG),并获取缺陷图片与坐标,用于后续分析。
- IoT传感器集成: 在流程制造中,直接采集温度、压力、pH值等传感器数据进行判定。
4. 可视化看板与报表
- 实时质量看板: 展示车间实时的一次合格率、直通率、主要缺陷分布(帕累托图)。
- 电子检验报告: 自动生成符合ISO标准的检验报告,支持PDF导出与电子签名。
四、 场景实战:手机屏幕装配的质量闭环
让我们通过一个具体的场景,看MES如何运作:
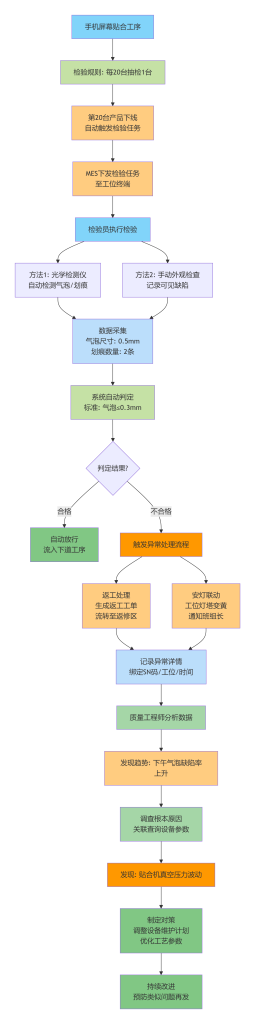
- 场景设定: 手机屏幕贴合工序。
- 规则触发: MES设定规则为“每20台抽检1台”。
- 任务下发: 当第20台手机下线时,工位终端自动弹出检验任务。
- 数据采集: 检验员扫描手机SN码,系统调出该机型标准。通过连接的光学检测仪,系统自动获取“气泡”、“划痕”等数据。
- 异常响应: 系统检测到“气泡”超标,判定为不合格。
- MES动作: 自动锁定该产品,生成返工单,要求流转至“返修区”。
- 安灯联动: 触发Andon系统,工位灯塔变黄,通知班组长。
- 数据分析: 质量工程师在后台发现,该工位下午的“气泡”缺陷率呈上升趋势。通过MES关联查询,发现是贴合机的真空压力参数在下午时段波动较大。随即调整设备维护计划,彻底解决隐患。
五、 总结
在MES系统中,质量检验早已超越了简单的“记录员”角色。通过与安灯系统的联动,它成为了生产现场的“急救铃”;通过SPC分析,它成为了工艺稳定的“预警机”;通过全链路追溯,它成为了产品质量的“终身档案”。
构建这样一套数字化、智能化的质量管理体系,是企业从“制造”迈向“智造”的必经之路。它让质量数据真正流动起来,驱动生产向零缺陷的目标无限逼近。