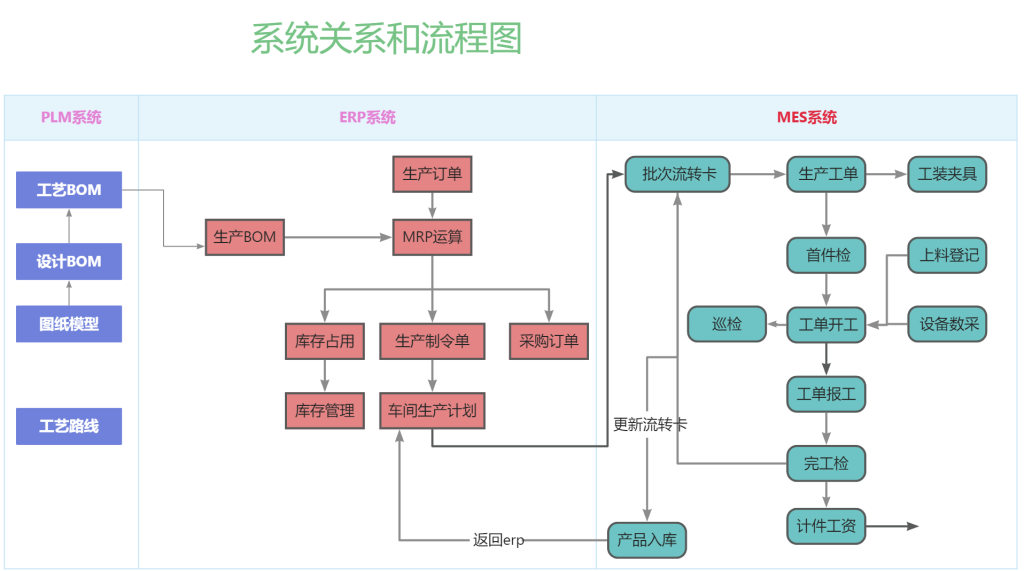
在智能制造和数字化转型的浪潮中,MES(制造执行系统)的核心价值在于“透明化”和“可追溯”。要实现这两个目标,批次管理和工序流转卡是系统设计和开发中必须深刻理解的基石。它们不仅定义了产品的”家族基因”,还记录了产品的“个人履历”,共同构建了生产过程的全息档案。
一、核心概念:基因链与履历表
1. 批次管理:产品的“家族族谱”
批次管理是一种对物料、半成品和成品进行分组标识和追踪的管理方法。它将具有相同属性(如同一炉号、同一班次、同一批原材料)的产品划分为一个”批次”,并赋予一个唯一的批次号,实现对这批产品”从出生到毕业”的全生命周期管理。
核心价值:
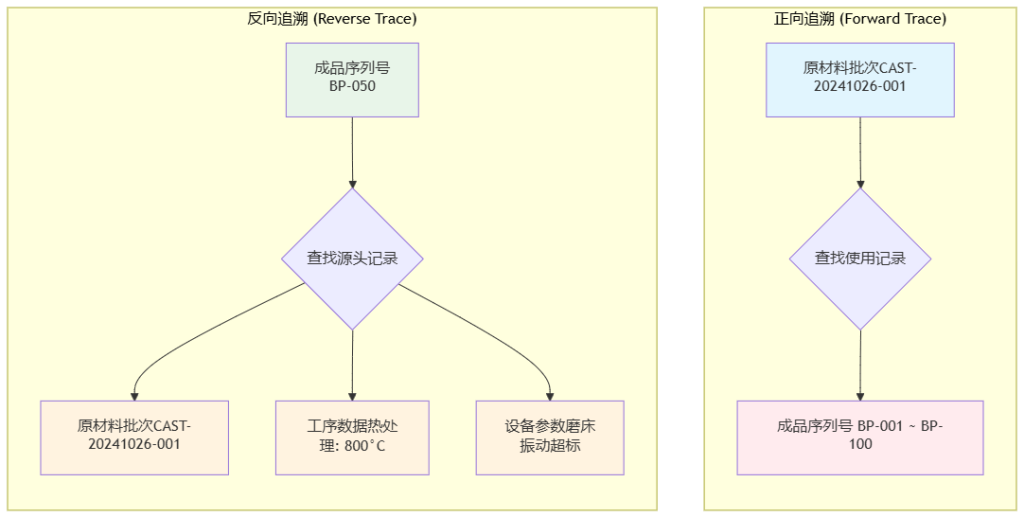
- 溯源(Traceability): 当出现质量问题时,能通过批次号快速定位问题范围,实现正向追溯(从原料批次找到所有受影响的产品)和反向追溯(从产品反向找到所用原料批次)。
- 质量控制: 以”批次”为单位进行质量检验和判定。
- 库存策略: 遵循”先进先出”原则,管理具有保质期的物料。
药品生产示例:
一家药厂使用同一批原料药(批次号 API-B20231001)生产出的10万片药片,被定义为一个成品批次(批次号 TAB-B20231001)。如果一个月后发现原料药有杂质,药厂可以通过MES系统立刻锁定并召回所有批次号为 TAB-B20231001 的成品,而不是盲目召回所有感冒药。
-1014x1024.png)
2. 工序流转卡:产品的”个人简历”
工序流转卡(也叫”工票”或”跟单”),是伴随单个或一批产品在生产全流程中流转的身份凭证和作业记录单。它就像是产品的“护照”和“简历”,记录了它在每个”工作经历”(工序)中的表现。
核心功能:
- 指令传递: 告诉操作工”当前要做什么”、“怎么做”。
- 进度跟踪: 实时反映产品当前所在工序、已完成工序和待完成工序。
- 数据采集: 收集每个工序的作业结果(如加工参数、质检结果、操作员、工时等)。
机械加工示例:
一个工件(工单号 WO-1001,序列号 SN-001)需要经过”车床 -> 铣床 -> 热处理 -> 质检”四道工序。当工件到达车床工位时,操作工扫描其条码,MES终端屏幕显示:”欢迎,SN-001。当前工序:车床加工。请执行操作A、B、C…”。完成后,操作工在终端点击”工序报工”,并录入实际尺寸。如此流转,直到最后一道工序,这张电子流转卡记录了它完整的生产履历。
3. 核心对比:族谱 vs 护照
| 维度 | 批次管理 | 工序流转卡 |
|---|---|---|
| 管理对象 | 群体(一批物料) | 个体/任务(一个产品的流动过程) |
| 核心逻辑 | 追溯 (Tracking) 关注”谁生了谁”的谱系关系 | 跟踪 (Tracing) 关注”现在在哪、做了什么”的过程状态 |
| 表现形式 | 批次号及关联关系 (数据库中的逻辑存在) | 物理卡片或电子终端上的动态任务 (物理或数字化的存在) |
| 生动比喻 | 家族的族谱 | 个人的护照和简历 |
二、技术实现:开发中的深水区挑战
在MES系统开发中,批次管理和工序流转卡看似概念清晰,但在实际落地时,往往是技术债最重、业务逻辑最复杂的模块。作为开发者,我们不仅要处理数据的存储,更要处理数据的动态关联和一致性。
1. 批次管理的技术难点
批次拆分与合并(Split & Merge)
这是批次管理中最棘手的逻辑。
- 技术挑战:
- 数据模型: 如何设计数据结构来记录”一对多”和”多对一”的关系?
- 追溯完整性: 当成品出现质量问题时,系统必须能递归查询出它是由哪些原料批次生产的,这通常涉及复杂的递归查询或图数据库思维。
- 库存事务: 拆分和合并必须保证库存数量的精准扣减和生成。
批次属性的继承与变异
- 技术挑战:
- 动态属性: 不同的产品有不同的批次属性,数据库设计需要采用”主表+扩展属性表(EAV模式)”或NoSQL存储,增加了查询复杂度。
- 遗传规则: 需要定义规则引擎或复杂的逻辑代码,决定父批次的哪些属性要传递给子批次。
追溯查询的性能瓶颈
- 技术挑战:
- 深度关联: 追溯链可能跨越原料 -> 半成品 -> 成品 -> 销售订单 -> 客户,跨多表的深度关联查询在大数据量下极易导致数据库CPU飙升。
- 解决方案: 通常需要引入缓存预计算(如Elasticsearch构建倒排索引)或历史快照表,牺牲写入性能来换取读取性能。
2. 工序流转卡的技术难点
并行工序与汇合点的状态机设计
- 技术挑战:
- 状态同步: 如何设计状态机,使得流转卡在遇到”汇合点”时,能准确判断”我是否要等待其他兄弟工序”?
- 死锁检测: 如果其中一个并行工序卡住了,流转卡的状态应该如何回滚或挂起?这需要复杂的事务管理和锁机制。
防错与防重(防呆逻辑)
- 技术挑战:
- 严格的流程校验: 在流转卡报工时,后端必须实时校验当前工序是否符合工艺路线定义的顺序。
- 幂等性处理: 同一个条码在同一工序被重复扫描,系统必须能识别并去重,不能重复记账或报工。
- 硬件交互: 往往需要与PLC或传感器联动,判断”物理上的工件是否真的到了这个工位”。
实时性与离线操作的矛盾
- 技术挑战:
- 离线缓存: 流转卡的数据需要在PDA或工控机端缓存。
- 数据冲突: 当网络恢复,批量数据上传时,如何处理这期间可能发生的工单状态变更?需要设计复杂的离线同步机制和冲突解决策略。
3. 二者结合的”深水区”难点
混合模式下的追溯
- 难点: 有些产品是按”批次”生产的,有些是按”序列号”单件追踪的。
- 挑战: 系统需要支持“批进单出”或“单进批出”。例如,用一批原料生产出了一个个独立的零件,此时每个零件的流转卡上都必须携带父批次的信息,且追溯时要能聚合查询。
事务一致性(ACID)
- 难点: 当一个流转卡完成某道工序时,系统通常需要同时做三件事:
- 更新工单进度(流转卡状态)
- 扣减对应批次的库存(原料批次减少,成品批次增加)
- 采集过程质量数据
- 挑战: 这三件事必须在一个分布式事务中完成,否则会导致数据严重不一致。在微服务架构下,处理这种跨服务的事务一致性是巨大的技术挑战。
物料谱系的动态构建
- 难点: 在生产过程中,工人可能会换料(如原料用完了,换用另一批次的原料)。
- 挑战: 系统必须实时动态更新”批次谱系图”,在流转卡执行过程中动态修改批次的父子关系映射,且不影响已产生的历史追溯数据。
三、协同工作:构建全息档案
在MES系统的实际运行中,批次管理与工序流转卡是相辅相成的,它们共同构成了产品生产的”全息档案”。
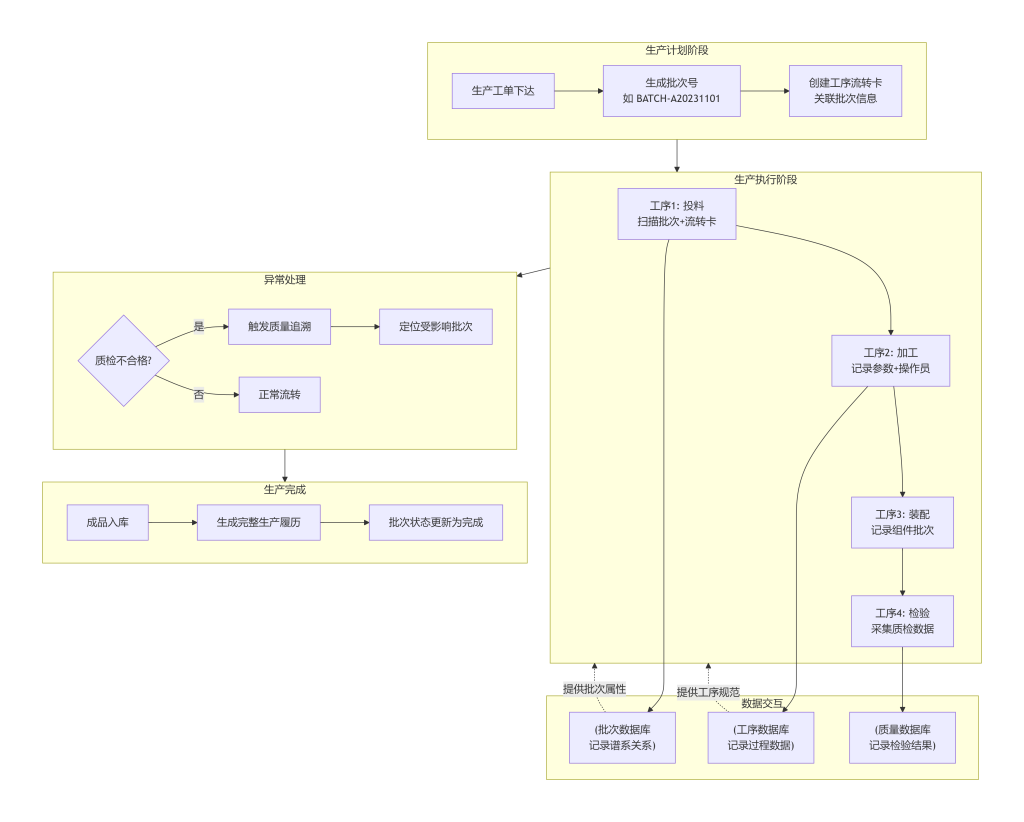
协同流程:
- 诞生: 生产一批产品,系统赋予它一个批次号
BATCH-A。 - 载体: 为这批产品生成工序流转卡(或条码标签),上面印有批次号
BATCH-A和工单信息。 - 流转: 产品在流转卡的指令下,流经各个工序。
- 记录: 在每个工序,扫描流转卡条码,MES系统不仅记录了工序数据,也自动建立了”批次号
BATCH-A在X时间经过了Y工序”的关联关系。
开发者的思考:
- 批次属性: 作为一个核心属性,被绑定在流转卡上。
- 过程更新: 随着流转卡在各工序的”打卡”,批次的状态和履历被实时更新。
- 最终归档: 当生产结束,我们不仅知道这批产品合格与否,还知道它是怎么一步步做出来的。
四、总结与建议
在MES系统的建设中:
- 批次管理建立了产品生命的“纵向基因链”,让我们能看清血缘和责任。
- 工序流转卡驱动并记录了产品生命的“横向过程流”,让我们能看清进度和细节。
二者缺一不可。 只有将批次管理的”静”与工序流转卡的”动”完美结合,我们才能真正实现生产过程的透明化,构建出一份完整、精准、可追溯的生产全息档案。
开发建议:
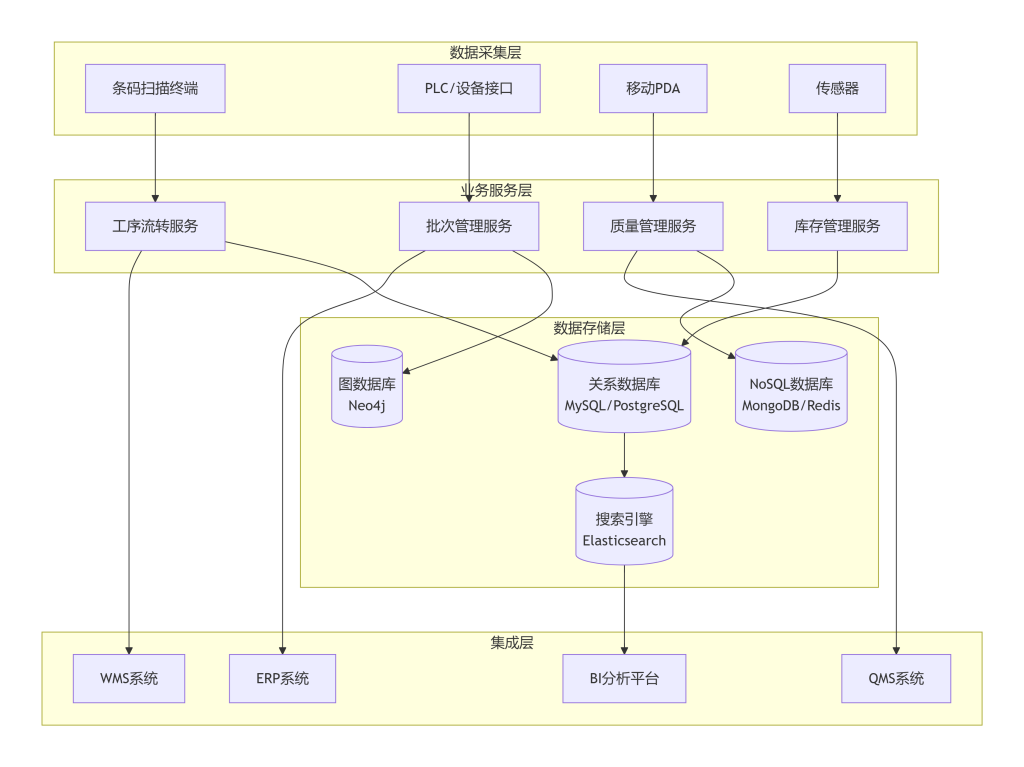
- 不要试图用简单的线性思维处理批次: 必须引入图论的思想来设计数据库关系,或利用专门的图数据库(如Neo4j)处理复杂的追溯查询。
- 状态机是核心: 使用成熟的状态机框架(如Spring State Machine)管理流转卡的生命周期,避免满屏的if-else判断状态。
- 异步解耦: 追溯关系的构建和复杂的校验逻辑,尽量通过消息队列异步处理,不要阻塞车间工人的操作。
- 预留扩展性: 批次属性和工艺路线往往是多变的,代码设计要遵循开闭原则,通过配置而非改代码来适应业务变化。
攻克了批次管理和工序流转卡这两个模块,你的MES系统就成功了一大半,为企业的智能制造和质量追溯奠定了坚实的基础。