一个生产经理的日常之问
“这台设备在计划的工作时间里,实际运行了多久?”
这或许是生产经理每天都会问的基础问题,但它却直指生产运营的核心:我们有效的时间,到底用在了哪里? 答案就藏在一个关键指标中——设备稼动率。它不仅是衡量设备效率的”体温计”,更是驱动生产持续改进的”透视镜”。今天,我们就来彻底讲透这个概念,并探讨MES系统如何将其价值最大化。
一、 核心定义:设备稼动率的”骨”与”肉”
设备稼动率,顾名思义,衡量的是设备在计划时间内”勤快工作”的比率。它的计算公式简洁而有力:
设备稼动率 = (负荷时间 – 停机时间) / 负荷时间 × 100%
要理解这个公式,我们必须先拆解其两大支柱:
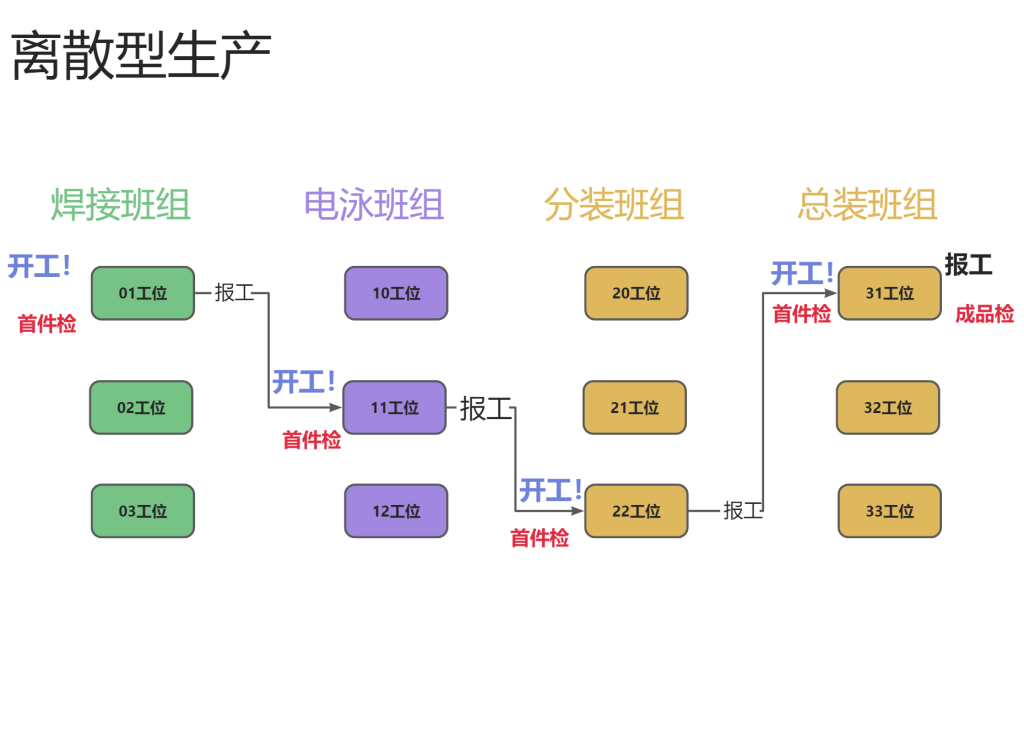
插入图表 1:设备稼动率的时间构成图

图表说明:设备稼动率的时间分层结构,展示了从制度工作时间到实际开动时间的逐层分解过程。
- 负荷时间(计划开动时间)
- 定义:设备理论上应该为生产全力运转的”黄金时间”。
- 计算:
负荷时间 = 制度工作时间 - 计划停机时间 - 计划停机时间:指那些事先安排好、可接受的停机,如同人需要休息一样。例如:
- 工间休息、午休
- 班前/班后会
- 计划内的设备保养
- 无生产任务的班次
- 停机时间(非计划停机时间/损失时间)
- 定义:在宝贵的”黄金时间”里,因各种异常而”罢工”的时间。
- 主要来源:
- 设备故障:突发性的设备 breakdown。
- 换型调整:模具、刀具更换与调试,超出标准时间的部分。
- 物料等待:因缺料、等料造成的停机。
- 质量等待:处理质量异常、等待检验结果。
- 短暂停机:小故障、清理、卡料等。
二、 一个例子看懂稼动率计算
让我们走进一个车间,看看数据是如何产生的:
- 背景:白班,制度工作时间 8 小时(480 分钟)。
第一步:计算负荷时间(黄金时间)
- 计划内活动:
- 上午休息:20 分钟
- 下午休息:20 分钟
- 班前会:10 分钟
- 计划停机时间总计:50 分钟
- 负荷时间 = 480 – 50 = 430 分钟
第二步:识别非计划停机(时间小偷)
- 实际发生的异常:
- 设备故障维修:30 分钟
- 等待物料:20 分钟
- 刀具更换调整:15 分钟
- 停机时间总计 = 30 + 20 + 15 = 65 分钟
第三步:计算与解读
插入图表 2:稼动率计算实例分析
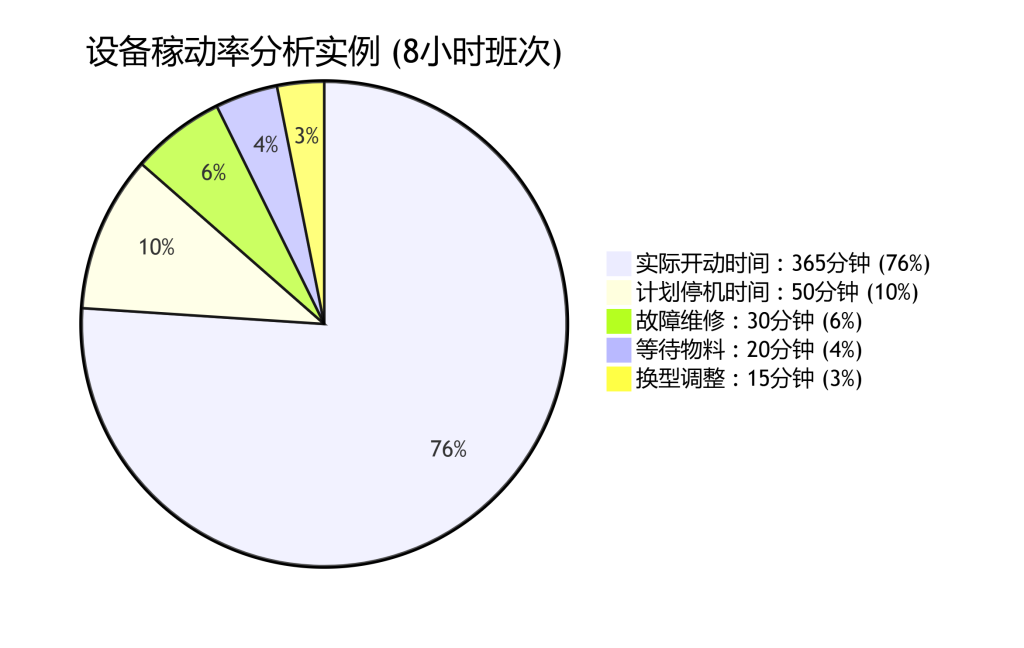
图表说明:饼状图直观展示一个班次中各类时间的占比,其中绿色部分为实际开动时间,其他部分均为时间损失。
- 实际开动时间 = 430 – 65 = 365 分钟
- 设备稼动率 = (365 / 430) × 100% ≈ 84.9%
解读:在计划生产的430分钟里,这台设备真正高效运转的时间只有365分钟。那损失的15%(约65分钟)就是我们亟待解决的管理痛点。
三、 关键辨析:稼动率 ≠ OEE
这是一个常见的误区。稼动率虽然是核心指标,但它只是OEE(设备综合效率) 的三大组成部分之一。
OEE = 可用率 × 性能率 × 合格品率
- 可用率:就是我们的设备稼动率。它回答”设备是不是在转?”。
- 性能率:回答”设备在转的时候,速度对不对?”。如果设备老化,只能以80%的标准速度运行,就会在这里产生损失。
- 合格品率:回答”设备转的时候,生产的是好品吗?”。如果生产中有10%的不良品,这里的损失就很大。
插入图表 3:OEE构成与稼动率关系
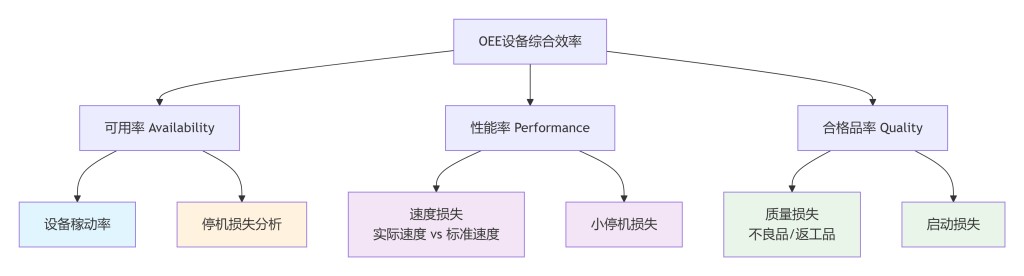
图表说明:OEE由可用率、性能率、合格品率三部分组成,而设备稼动率是可用率的核心。图表展示了OEE的完整构成及各部分关注的重点。
结论:
一个高稼动率(例如100%)的设备,如果性能和质量很差,其OEE值依然会很低。因此,稼动率是诊断”时间损失”的利器,而OEE是衡量”综合效率”的终极标尺。我们应先解决”让设备转起来”的问题,再优化”转得快”和”转得好”。
四、 MES的实战价值:从人工统计到智能洞察
作为MES开发者,我们的使命是让稼动率的计算和分析从”事后凭感觉”变为”事中可控,事后有据可循”。
- 自动数据采集:精准的基石
- 通过与设备PLC、传感器或安灯系统集成,MES能自动、实时地捕捉设备的每一种状态(运行、停机、故障、待料)及其精确的时间戳。这彻底告别了依赖人工填写报表的滞后与失真。
- 智能分类与归因:问题的”身份证”
- 当设备停机时,系统可引导操作工通过终端快速选择或录入停机原因(如:”故障-主轴过热”、”等待-缺料A”)。这为后续分析打下了坚实的数据基础。
- 可视化与深度分析:驱动决策
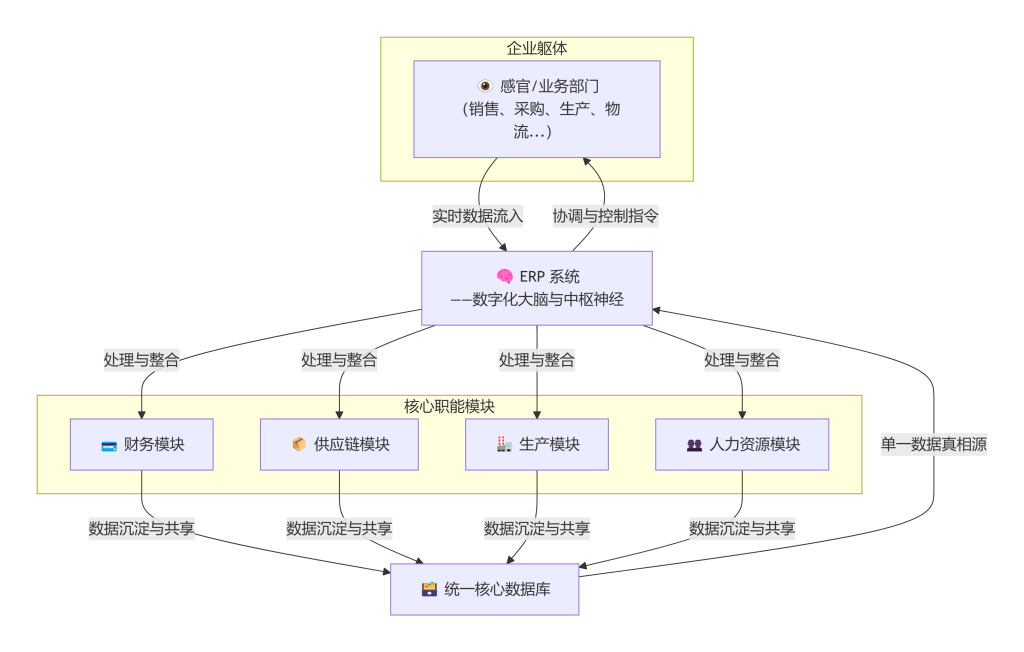
插入图表 4:MES驱动的稼动率智能分析流程
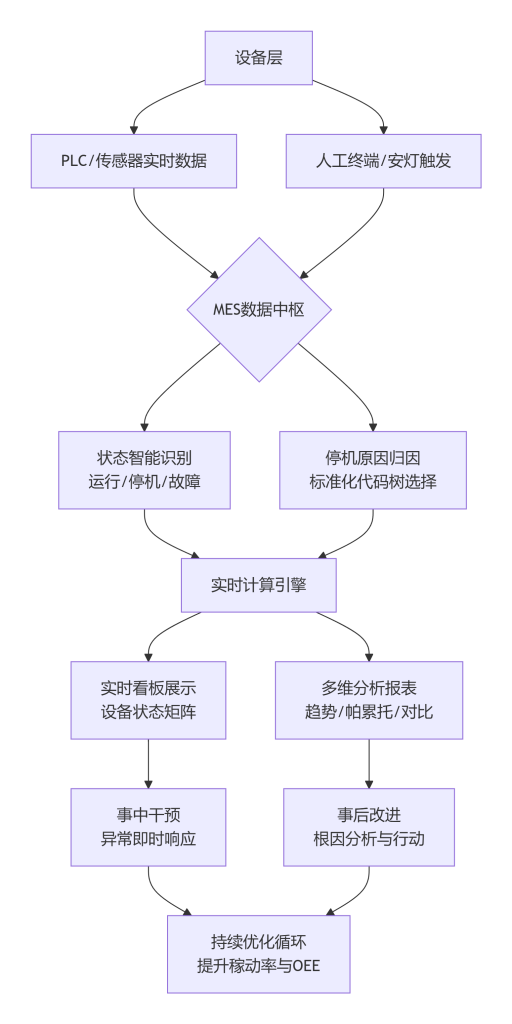
图表说明:MES系统如何实现从数据采集到智能分析的全流程闭环,形成”采集-分析-行动-改进”的持续优化机制。
实时看板:车间大屏上,设备状态、实时稼动率一目了然,让管理透明化。
深度报表:
趋势分析:自动生成日/周/月稼动率趋势图,跟踪改善效果。
帕累托分析:自动生成"停机原因帕累托图",直观地告诉你,是哪20%的原因造成了80%的时间损失。是故障多?还是等料多?一图见分晓。总结:让数据说话,用指标导航
设备稼动率是揭示生产过程中时间浪费的第一道”透视镜”。它的价值不在于那个冰冷的百分比数字,而在于它驱动我们不断追问:
- “那损失的15%时间去哪了?”
- “为什么这个月故障率上升了?”
- “如何减少等待物料的频次?”
通过MES系统,我们不仅能精确地计算出稼动率,更能洞察其背后的根本原因。这使管理者能够有的放矢,精准改善,从”管理盲区”走向”精益运营”,为实现更高的OEE和整体设备效率铺平道路。开发一个强大、易用的稼动率管理模块,是MES系统赋能制造业数字化转型的关键一步。